Необыкновенная прочность, малый вес материала, исключительная долговечность, простота создания сантехнических и тепловых сетей, монтаж которых доступен даже профессионально неподготовленному человеку, небольшая стоимость – все это сделало трубы из рандом сополимера пропилена, блок-сополимера пропилена и гомополимера пропилена в быту называемые просто полипропиленом, необычайно востребованными.
Полипропиленовые трубы рассчитаны на работу с неагрессивными жидкостями с рабочей температурой до 95˚С. При температурных режимах не превышающих 75˚С срок эксплуатации таких труб превышает двадцать пять лет.
Для соединения таких труб применяют способ сваривания враструб. Иногда это слово употребляют в написании слитно, иногда раздельно, но суть процесса остается одна – при нагревании до определённой температуры молекулы вещества одной трубы переходят в состав вещества другой детали и после прекращения термического воздействия остаются там, образуя прочнейшую связь. То есть иными словами исчезает физико-химическая граница разделения деталей.
Важное преимущество водопроводных, канализационных систем, тепловых сетей смонтированных из полипропиленовых труб – их стойкость к расширению замерзающей в ней жидкости. Так, в случае замерзания в такой трубе воды, сама труба, в отличие от трубы из металла, целостной полипропиленовой не нарушится, поскольку сама труба имеет свойство расширяться и после размораживания она принимает свою первоначальную форму.
Также, из-за того что при термическом соединении полипропиленовых труб используются фитинги, в обыденном языке называемые муфтами, такой технологический процесс иногда называют «муфтовой сваркой».
В отличие от метода холодного сваривания, системы создаваемые c использованием пайки полипропиленовых труб, можно монтировать для горячего водоснабжения, a также использовать для соединения элементов из армированного полипропилена.
В документах посвящённых детальной регламентации работ по обустройству сантехнических систем, систем ГВС (горячее водоснабжение) норм, которых следует придерживаться для пайки полипропиленовых труб практически нет.
В СНиП регламентируются работы с полиэтиленовыми трубами и только при создании канализационных систем и наружных систем водоснабжения.
Свод Правил СП 40-102-2000 в отношении сварки полипропиленовых труб регламентирует (пункты 3.3.1 и 7.3.2) пайку враструб для труб, диаметр которых не более чем 110 миллиметров с стенками любой толщины. Однако инструкций режимов выполнения пайки данный документ не содержит.
Ведомственные строительные нормы ВСН 003-88 упоминают использование полипропиленовых труб а также приводят нормативы их спаивания, однако, эти нормы касаются создания нефтепроводов.
В обиходе мастера используют свои специфические названия для:
Нормативная база технологий сваривания полипропиленовых труб, а также нормы экспертной оценки качества полученных соединений для систем внутреннего водоснабжения (холодной и горячей водой), канализаций в настоящее время регламентируется нормами DVS принятыми в Германии.
К преимуществам трубопроводов их полипропиленовых труб относят:
Технология соединения полипропиленовых труб пайкой достаточно проста. Для создания прочного соединения свариваются 2 поверхности:
Если пайка полипропиленовых труд проводится самостоятельно впервые, то сначала нужно потренироваться на обрезках труб, а только потом приступать к работе с реальным материалом.
Температура в 260˚С необходимая для сваривания достигается за счет разогрева специальных сварочных насадок, изготовляемых из металла и покрытых тефлоном. Один вид насадок, которые применяют для разогревания фитингов имеют название «дорн». Насадка для разогревания трубы имеет название «гильза».
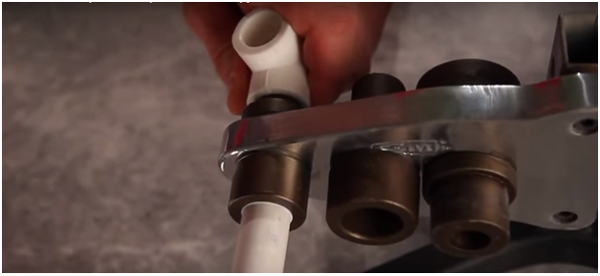
Фитинг совмещают с нагретым дорном, надевая его до упора, а трубу совмещают c гильзой. Выполнять эти операции следует одновременно и максимально быстро.
Наружный Ǿ труб из полипропилена немного больше указанного номинального, a внутренний Ǿ фитингов немного меньше указанного номинального. Например, если указан Ǿ 20 миллиметров, то на самом деле он составляет от 20,3 до 20,5 миллиметров. Если указан внутренний номинальный диаметр фитинга в 20 миллиметров, то на самом деле он имеет Ǿ от 19,5 до 19,7 миллиметров. Варочные насадки имеют поверхности выполненные в виде конусов (конусность порядка 0,5˚), номинальному диаметру соответствует диаметр средней части. Поэтому без нагревания невозможно совместить фитинг и трубу ни между собой ни с насадками.
Когда совмещают полипропиленовую трубу с разогретой гильзой, то её наружный слой оплавляется, происходит его выдавливание наружу в виде валика, который называется «грата». При этом внутренний слой прогревается в достаточной мере, чтобы упруго сжаться, a затем дать возможность трубе входить в гильзу. Тот же процесс имеет место при совмещении с нагретым дорном фитинга, только в этом случае грат образуется на внутренней поверхности, a стенка фитинга растягивается.
При выполнении пайки полипропиленовых труб необходимо отслеживать температуру окружающего воздуха. Время прогрева деталей на насадках сварочного аппарата в таблицах приводится для обычной комнатной температуры, комфортной для человека – от 24˚С до 27˚С. При температурах ниже этих время прогрева нужно увеличивать. Насколько нужно увеличить этот интервал, как правило, устанавливают опытным путем.
При продвижении трубы внутрь гильзы в итоге её торец упирается в основание насадки. При этом оплавляется наружное ребро трубы, a также внутрь выдавливается небольшой грат.
При продвижении дорна внутрь фитинга наружный срез этого соединительного элемента упирается в основание дорна и оплавляется, в этом месте также выдавливается грат небольшой высоты, который наползает немного на внутренний упор имеющийся у фитинга.
При вставлении в фитинг трубы необходимо строго соблюдать соосность элементов.
Моменты упора достаточно легко ощутить руками. По его достижению вдавливание следует прекратить.
Нужно отметить, что момент, в который детали достигают упора, ощущается и при работе механическими паяльниками.
В случае работы с ручным паяльником фитинг и трубу удерживают в этом положении для достаточного нагревания свариваемых поверхностей. Если паяльник механический положение фитинга и трубы фиксируется специальными фиксаторами.

Практически во всех руководствах говорится о том, что нельзя поворачивать детали соединения, надетые на нагреватели. Однако многие профессиональные мастера из практики знают, что можно делать очень небольшие повороты, которые они называют «шевеление». Делают они это в случаях работы с деталями Ǿ от 40 миллиметров, шевеление допускается в секторе не более 2˚. Такое «шевеление» облегчает насаживание фитинга на трубу. При «шевелении» больше чем 5˚ на насадках будут оставаться частицы полипропилена. При выполнении следующего соединения они не только станут источником дыма, но намного снизят качество соединения.
Время нагрева находится в зависимости от Ǿ трубы. Оно определяет глубину прогрева.
Существуют специальные таблицы, созданные на основе нормативов DVS с указанием времени различных этапов пайки полипропиленовых труб. Ознакомиться с этими нормами можно в таблице, размещённой ниже.

Аппаратуру для сварки следует размещать как можно ближе к месту соединения фитинга и трубы для предотвращения потерь тепла при переносе деталей.
После истечения времени нагревания фитинг и трубу быстро и одновременно снимают c насадок, a затем совмещают их, вставляя трубу в фитинг. Во время этого процесса труба упруго сжимается, a фитинг упруго растягивается. Как результат, поверхности подвергающихся спайке деталей давят одна на другую, из-за чего происходит вытеснение воздуха и перемешивается расплавленный материал. Скорость остывания полипропиленовых поверхностей находится в прямой зависимости как от глубины прогревания, так и от температуры окружающей среды.
Мастера профессионалы советуют сначала надевать на соответствующую насадку фитинг, а затем вставлять в гильзу трубу. Снимать в обратной последовательности – сначала доставать трубу, а потом снимать фитинг.
При правильном технологическом выполнении операции получается цельная деталь из полипропилена. Затем таким же образом производят спайку трубы c другой стороны фитинга.
Некоторое время после соединения деталей их поверхности сохраняют пластичность. Чтобы избежать деформаций соединения их следует зафиксировать в течение времени, которое носит название «время фиксации. В течение этого времени также можно устранить такой дефект соединения, как перекос.
Полная прочность соединения достигается при падении температуры деталей до значений около 40˚С. Продолжительность этого процесса находит свое отражение в нормативах DVS и указана в таблице приведённой выше.
Нормативные временные интервалы, которые приводятся в любых таблицах, имеют характер рекомендаций. Более точную информацию можно почерпнуть в документации производителя, которую он предоставляет торговым организациям.
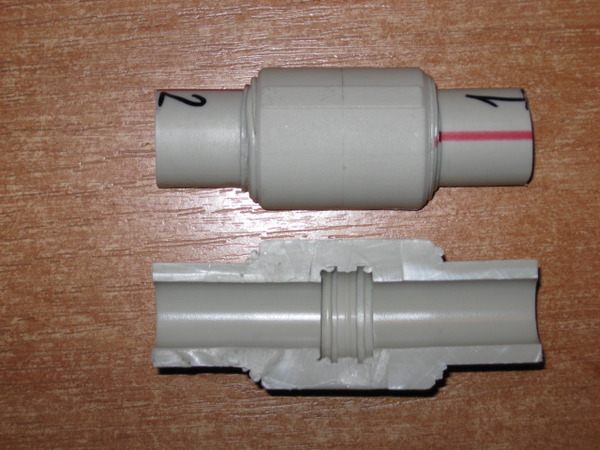
При соединении деталей нужно с особой тщательностью отслеживать, чтобы труба была вставлена в фитинг до упора. Если не выполнить это условие образуется промежуток между внутренним упором фитинга и торцом трубы. Поскольку такой участок трубопровода при нормальном внешнем виде будет иметь больший внутренний Ǿ чем первичный у исходной трубы и более тонкую стенку, то такое соединение станет слабым звеном трубопровода, так как будет способен выдерживать давление меньше расчетного.
Такая ошибка типична для случаев, когда труба не была введена в гильзу до упора. Другая ошибка – приложение избыточного усилия как при надевании или вставлении деталей на нагреватели, так и при совмещении фитинга и трубы. Лишние усилия приводят к появлению избыточного грата, который также не будет виден снаружи соединения, но постоянно будет создавать серьезное препятствие потокам газа или жидкостей.
В технологии сваривания полипропиленовых труб враструб нагревание должно происходить быстро, поэтому расчетные показатели температуры на поверхности нагревателей изначально несколько завышаются по отношению к температуре плавления полипропилена.
При этом имеют место некоторые ограничения:
Режим быстрого нагревания, характерный для пайки полипропиленовых труб, становится причиной возникновения в месте соединения определённого внутреннего напряжения материала. Но этот недостаток компенсируется тем, что в результате спайки толщина стенки трубопровода в этом месте вдвое превышает толщину исходной трубы, a также увеличением площади сварки, которая значительно превышает площадь, получаемую при сваривании труб встык.
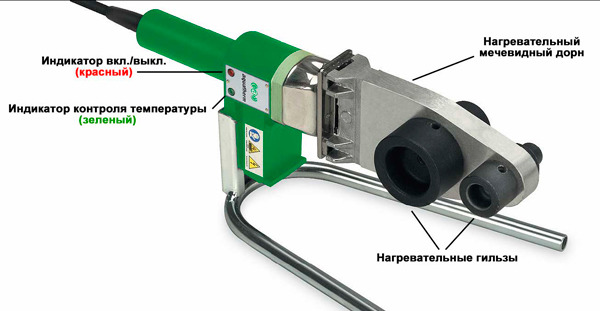
Конструкционно такие аппараты выглядят следующим образом. Как правило нагреватель изготавливается из алюминия. Внутри нагревателя залит нагревательный трубчатый стальной элемент. На нагреватель при помощи фиксирующего болта устанавливают сварочные насадки.
Выбирая мощность сварочного аппарата следует исходить из того, что при сваривании враструб мощность нагревателя должна быть в диапазоне десятикратного значения диаметра фитинга и трубы, спаивание которых предполагается производить. Мощность выражается в Ваттах, диаметр в миллиметрах. Например, для спайки фитинга и трубы c диаметром в 40 миллиметров будет нужен аппарат c мощностью нагревательных элементов 400 W. при этом следует учесть, что такой аппарат будет функционировать на пределе своих возможностей, а значит, его беспроблемный эксплуатационный срок будет снижаться.
Некоторые производители для увеличения надежности аппаратов заливают в алюминий нагревателя 2 нагревательных элемента c достаточной мощностью. Каждый из этих нагревателей может включаться отдельным выключателем.
Чтобы уменьшить износ термореле, которое включается или выключается для поддержания заданной температуры в среднем один раз в минуту, второй нагреватель включают только для быстрого разогревания.
Наиболее дорогие модели аппаратов для пайки полипропиленовых труб оснащены терморегулирующими системами на основе микропроцессоров. Высокоточные резисторы размещаются как можно ближе к поверхности нагревающих областей. Такие терморегуляторы делают возможным учитывание инерционности, то есть скорость распространения тепла, текущую интенсивность теплоотбора, мощность нагревательного элемента и иные параметры. Такие аппараты выводят на заданную температуру прибор максимально быстро и максимально точно поддерживают её.
На аппаратах средней ценовой категории устанавливают капиллярные термостаты с датчиком температуры (капилляром) размещаемым в теле нагревателя. К недостаткам таких аппаратов можно отнести то, что поскольку терморегулятор включается, когда нагреватель остывает на дельту от заданной температуры и включается, когда нагреватель разогревается на дельту установленной максимальной температуры. Поэтому графически это пилообразный график и сама дельта может достигать ± 5-10 градусов.
Самых плохим считают терморегуляторы на основе биметаллических термореле. Из-за невозможности поместить биметаллическую пластину внутри нагревателя система имеет высокую инерционность теплопередачи, поэтому нагреватель может охладиться ниже допустимых норм, прежде чем термореле зафиксирует изменения. График реальной температуры на нагревающих насадках также имеет пилообразный характер.
Выбирая ручную или механическую модель желательно учитывать нормативы DVS. Согласно положениям этого документа ручные паяльники применяются для спайки труб диаметром только до сорока миллиметров, от пятидесяти миллиметров, а также выше применяются только механические аппараты, которые дают возможность зафиксировать соосно фитинг и трубу, а также обеспечивать их перемещение относительно друг друга с требуемым усилием.
Существуют определенные требования к процессу предварительной поверки маркировки фитингов, труб, их упаковки, контроля соответствия размеров наружных и внутренних диаметров, толщины стенок труб. Все размеры должны точно соответствовать размерам, которые указаны в сопроводительной документации, сертификатах.
В существующих ГОСТах нет данных касательно полипропиленовых труб, поэтому лучше пользоваться нормами DVS. Суть этих норм сводится к тому, что полипропиленовую трубу можно ввести в нагретую гильзу лишь прилагая усилия, при этом наружная поверхность трубы должна быть оплавленной. То же касается и фитинга – нагретый дорн можно ввести в фитинг только через силу, при этом с оплавленной внутренней поверхностью.
Исходя из этого можно ограничиваться достаточно постой проверкой – трубу диаметра соответствующего диаметру гильзы нельзя ввести в неё пока она находится не в нагретом состоянии. То же касается фитинга и дорна. Если выбранные полипропиленовые детали совмещаются c холодными насадками – перед вами явный брак.
Для поверки качественности тефлонового покрытия можно воспользоваться стержнем обычной шариковой ручки. На качественном тефлоне паста не оставляет следов, на некачественных тефлоновых насадках капелька пасту удержится.
Следует отметить, что практически все качественные насадки конструкционно снабжены воздушным каналом в боковой части.
Для описанного выше соединения полипропиленовых труб потребуются:
Некоторые модели «паяльников» для труб из полипропилена имеют ручку терморегулятора со шкалой c отметками начиная c 0˚С. Это чисто маркетинговый ход, создающий впечатление исключительной точности настройки температурного режима. Поэтому выбирая аппарат не стоит забывать, что для работы важно устойчивость поддерживания температуры в 260˚С, а другие температуры интереса не представляют.
DVS описывает два вида спаивания полипропиленовых труб:
Согласно DVS поверхность полипропиленовой трубы в месте сварки очищают скребком, а затем протирают раствором, содержащим технический спирт. Производится обезжиривание соответствующими составами. Обработка скребком необходима для удаления слоя окисленного полипропилена.
Согласно нормам DVS c кромки трубы нужно снять наружную фаску (угол 15˚, глубина от 2 до 3 миллиметров. Если соединяются трубы небольших диаметров этим требованием можно пренебречь.
На поверхности трубы наносят метку на расстоянии соответствующем размеру глубины фитинга (расстояние до упора). В последующем эту метку используют для визуального контроля вдвигая трубу в фитинг.
Профессиональные мастера считают процедуру нанесения меток излишней, поскольку руки отлично чувствуют момент упора торца трубы ограничитель, который находится в фитинге.
После выполнения подготовки проводят поэтапно процесс пайки полипропиленовых труб.
Увидеть, как это происходит можно в видеоролике.